
I’ve been in the machining business for many years. During that time, I’ve worn many ‘hats’ in the industry, from being a machine operator to owning a CNC machine shop. It has been my experience, that many times, shop supervisors have very limited knowledge of machine shop practices and procedures.
This can be detrimental to the productivity of a shop, if that supervisor insists on implementing ideas and/or procedures, which run contrary to common machine shop practices. This is because many common shop practices have been developed over time, and are fundamental to running a shop in a very precise way.
Shop practices can range from how machining processes are accomplished, to how work flows through the area. These practices can also be used to delegate responsibilities to key machinists… responsibilities that may encompass who and when tools are ordered, whose job it is to maintain the machine tools, and the best way to machine a job. For this reason, the most qualified machinist, is usually the shop lead. The shop lead’s primary purpose is to interface with the supervisor.
Because the lead and the supervisor are closely tied to one another, it is imperative that they share a common view and understanding on how the shop is set up, staffed, and run. Supervisors don’t typically have much machining knowledge, but the shop lead does. In theory, one complements the other, to make a functioning whole.
In a perfect world, both the supervisor’s and shop lead’s overall abilities overlap. Where one’s skills may be lacking, the other compensates. The reality is that many times, because the supervisor hasn’t the depth of knowledge the lead possesses, instances arise in which they end up working against each other. This breakdown impacts the working relationships of the personnel on the floor and the overall productivity of the shop.
So, how do we match supervisors to shop leads? I think the best supervisors are those who have been machinists on the floor, but that’s not the world we live in. As I’ve said before, they should complement each other. Understanding that, in most cases, the supervisor has very limited machine shop experiences, we should seek out a lead that fulfills the deficits of the supervisor.
Three keys to matching a supervisor to a lead are Scope, Depth, and Knowledge. These are defined below.
Scope: the area of responsibility of the individual
Depth: the amount of influence one has over their work environment
Knowledge: level of mastery in the area of your responsibility
When we assign values to these three areas, for both the supervisor and the lead, we should see an overlap that fills the voids of one with the skills and knowledge of the other.
Here’s an example of a typical Supervisor’s radial chart…
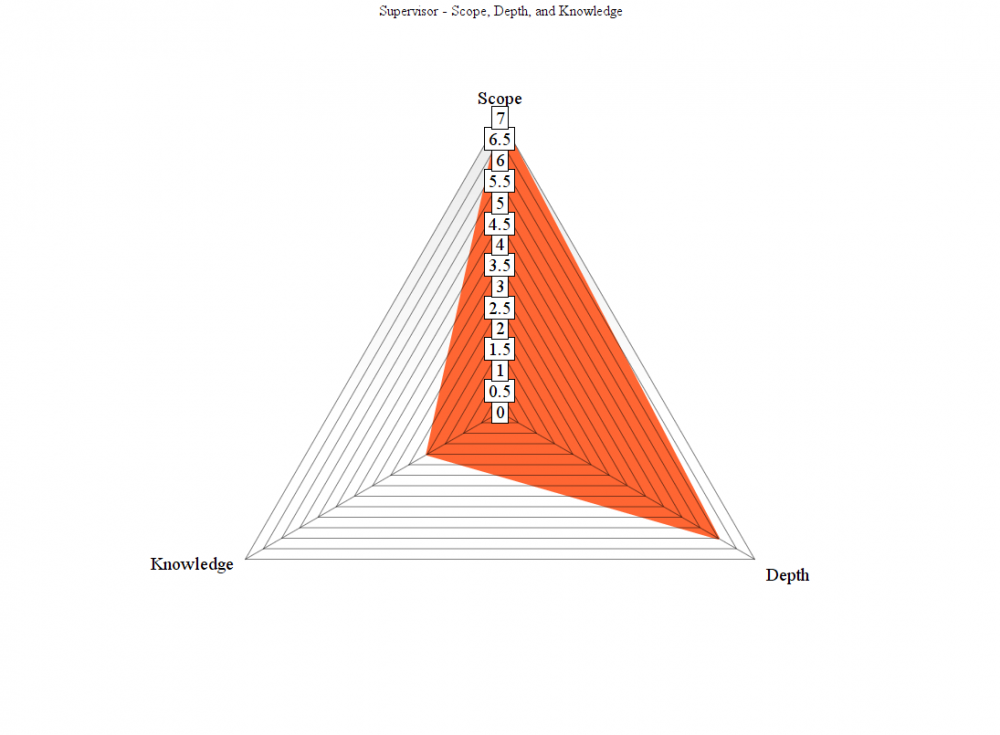
A supervisor has a lot of Scope (7.0) but can be restricted by higher up management, thus limiting their Scope below the maximum value of ten. Their Depth (6.0) does have a meaningful impact on how the shop is run. As we can see, their limited Knowledge of the machine shop translates to a two. This level of Knowledge makes it that much more important to select a qualified Lead. The Lead needs to be able to backfill the supervisor’s gap in Knowledge.
Below is an example of that Lead’s radial chart…
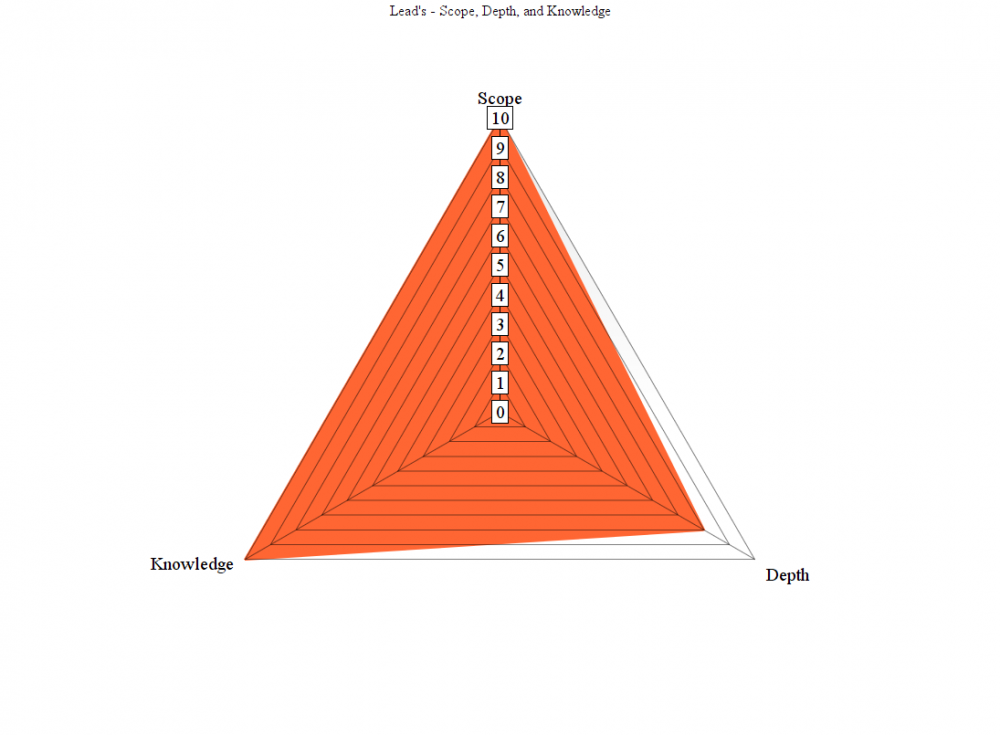
Admittedly, the chart seems overly optimistic in contrast to the Supervisor’s. But, keep in mind… the Lead is usually the most seasoned machinist with a vast amount of experience in the industry. While a Supervisor may have a more broad work experience, which may include non-manufacturing jobs, a Lead is more prone to only have very specific work experiences dealing with manufacturing exclusively.
Those two previous charts are best case scenarios. What I’ve found in my personal journey in the trade, looks more like this for a Lead…
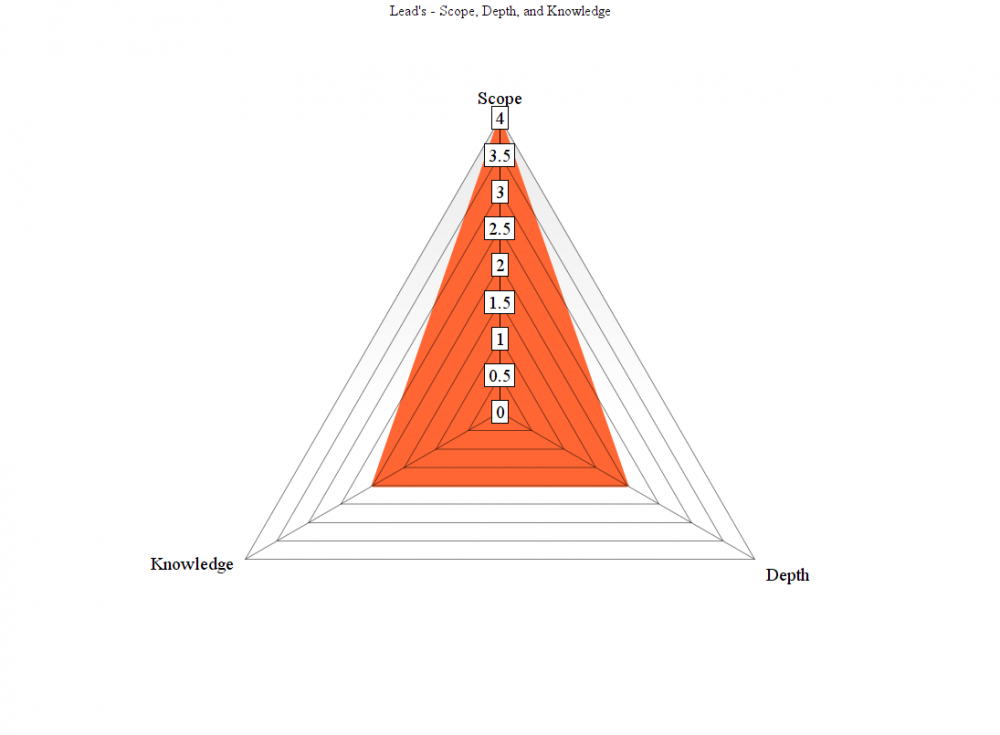
The Scope for this hypothetical Lead is a four. The Depth is a miserable two. And the Knowledge is also a two. WHY??? Well, as is often the case, “it’s not what you know, but who you know’. I’ve found many Supervisors want to micro-manage their work environments. In doing so, they place mediocre people into Lead positions. These Leads are easily cowed and lack the Knowledge or Scope to ‘push back’ against a Supervisor who is negating common machine shop practices. The end results are a poorly run shop floor and a general lack of respect for the Supervisor and incompetent Leads. Job apathy becomes the norm amongst the other, more qualified machinists.

 I have, over time, tried to be more approachable. Maybe knock off some of the ‘rough edges’ people see of my outward appearance. I still carry a ‘resting bitch face’. But I’ve learned to embrace that part of myself with a bit of humor. I recently created a tee shirt with my face showing my many moods. Not surprisingly, it’s all the same face. At least folks get a good laugh when they see me wearing the shirt.
I have, over time, tried to be more approachable. Maybe knock off some of the ‘rough edges’ people see of my outward appearance. I still carry a ‘resting bitch face’. But I’ve learned to embrace that part of myself with a bit of humor. I recently created a tee shirt with my face showing my many moods. Not surprisingly, it’s all the same face. At least folks get a good laugh when they see me wearing the shirt.